In our
last post, we started a series on studying how people used to cut rifling in their barrels manually, without the benefit of modern machinery. In our last post, we left off with the study of an important woodworking and metalworking tool, the
lathe. As we saw in our last post, lathes were available to various cultures around the world, since the times of ancient Egypt, so it is pretty reasonable to assume that they were available to people around 1500 AD as well.
In today's post, we will look into the construction of an
indexing guide. This is basically the part of the
rifling machine that twists the cutting tool at a fixed rate, so that it cuts the required rifling grooves inside the barrel. This is the one part of an ancient rifling machine that needs to be as accurate as possible. Of course, we will first study how they built the most complicated part, so that the rest will appear a lot easier!
As we studied in our previous post, lathes can be used to make cylindrical shapes. The workman simply mounts a log of wood on his lathe and starts turning it and applies a sharp tool to the side of the rotating log to carve out a cylinder. So our ancient gunsmith would have used a lathe to carve a wooden cylinder made of oak or maple, about 4 inches in diameter and at least 50 inches long (assuming that he wants to make a rifled barrel with a
twist rate of 1 turn in 48 inches, which is a typical twist rate of that era, so he makes the cylinder at least 48 inches long, with a little bit extra), with smaller protruding cylinders at either end of the log, such as the illustration below shows (please excuse the crudeness of the drawing :)):
Click on image to enlarge. Author places this image in the public domain,
The next thing to do is inscribe a groove on the thickest part of the cylinder (i.e. the part that is 50 inches long). The groove will help guide the cutting tool at the required twist rate.
The groove forms a helical path on the outside of the cylinder. So how did people build this in the middle ages. Luckily for us, there is a simple way to do this, which has been with us since ancient times. First, the gunsmith draws two sides of a right triangle ABC on a flat surface as follows:
Two sides of a right triangle. Clck on image to enlarge
Here, AB is 48 inches long (because we wanted a twist rate of 1 turn in 48 inches) and the length of side BC is equal to the circumference of the wooden log that was just shaped. The gunsmith can calculate the length of BC to be (pi * diameter of the cylinder), or the gunsmith can simply measure this out by wrapping a thin thread around the surface of the cylinder and marking it, then placing the thread on the line BC and measuring out the length of the markings. The only trick is ensuring that the angle ABC is a right angle (i.e. 90 degrees) and as we will see, measuring this out is a piece of cake as well.
Sidebar: How to measure a right angle
This might be a good time to talk about how people measured right angles back in the day, if only for the reason that such knowledge of geometry is gradually being lost today unfortunately. Today, any student can buy a protractor at any stationary shop for a couple of dollars (A 10 piece Staedtler mathematical instrument set cost me $3.99 and it contains a protractor, two set squares, a compass, pencil sharpener, pencil, a ruler etc.). However, a protractor wasn't in common use before the 19th century and such instruments were generally more expensive before the 19th century and weren't easily affordable to ordinary smiths. So let us only consider instruments that were cheap and widely available for that era.
As it turns out, ancient civilizations like the Egyptians and the Chinese had already developed set squares, way back in the day (Egyptians seem to have had them as far back as 1300 BC or so), so they were probably widely available to various people in the middle ages as well. While you can't measure any angle with a set square like you can with a protractor, they can be used to measure right angles very well.
Ancient Egyptian set square from 1300 BC.
The above instrument is from ancient Egypt and such instruments were known back in the time of the Pharoah Ramses and used by them to build pyramids, so they were definitely widely available in many countries by the middle ages. Using one of these instruments, a gunsmith could have easily drawn a right angle.
The other ancient mathematical instrument is the compass, which was also known to ancient civilizations like the Greeks, Chinese, Indians, Romans etc. For example, Euclid's classic mathematical work
Elements from around 300 BC mentions compass and straight-edge problems in book II of the series, and a classic Chinese mathematical text, the
Zhoubi Suanjing from around 100 BC, also mentions the use of set square and compass in geometry problems. Ancient compass instruments have been found intact in the ruins of Roman cities like Pompeii and ancient Indian mathematical texts also talk about usage of such instruments.
A set of bronze compasses from the Roman era
Even if a person has no compass, he can still improvise with two sharp objects (e.g. two pencils) and a ribbon connecting the two sharp objects together at a given length. As we will see below, we can still draw a fairly accurate right angle with such a crude instrument, using the procedure below:
Say we have a line AB and we wish to draw a right angle at point B. Imagine that the only instruments that the gunsmith has available are a straight edge and a compass (and if he doesn't have a compass, he has improvised by tying two pencils, one on each end of a shoe lace!). The first thing to do is to mark the point B and then use the straight edge to extend the line AB beyond the point B, as shown in the illustration below:
Then, he opens his compass (or his crude shoe-lace and pencil contraption) to any convenient length and using B as the center, he draws two arcs on either side of B to mark out C and D as shown below:
Now, he opens the compass out a bit so that it measures out any arbitrary distance greater than BC (it can be greater than CD also, it doesn't matter). Then using point C as the center, he uses the compass to draw an arc above line AB as shown in the image below:
Then, using the compass
set to the same length as the previous step and using D as the center, he draws another arc above line AB, that intersects the previous arc at point E, as shown below:
Now, he uses the straight edge to connect points B and E together in a straight line as shown in the figure below:
Voila, angle ABE is a right angle and it has been drawn without any sophisticated (for that time) instruments at all.
Now back to topic...
Now that we know how to construct a right angle with simple tools, we go back to our original figure ABC, where line AB is 48 inches long and BC is the diameter of the wooden log that the gunsmith intends to use as an indexing guide. The gunsmith then uses a ribbon or a thread dipped in glue to connect points AC, such as in the figure shown below:
Then, the gunsmith places the indexing cylinder guide so that it is touching AB and rolls it up, so that the sticky thread on AC gets wound on the outside of the cylinder. Instead of using sticky thread, the gunsmith can also mark AC with a dark charcoal marker, so that the marking gets transferred to the indexing cylinder when the cylinder is rolled on it. The procedure is shown below:
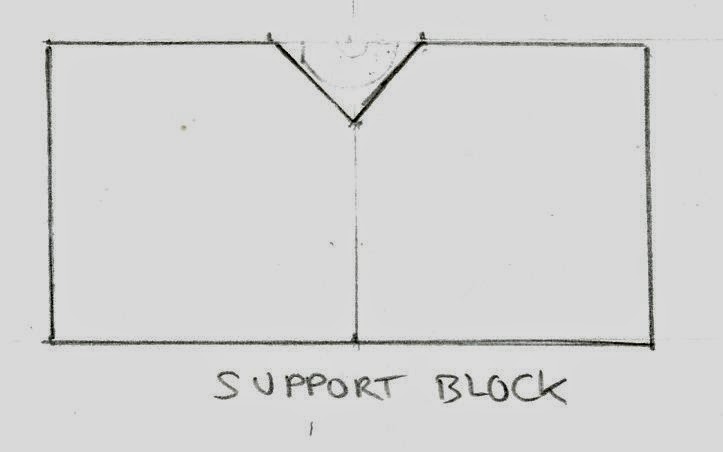
Now that the cylinder is marked properly, the gunsmith can use a sharp chisel and mallet to cut a groove along the path marked by the sticky tape. Voila, the groove is produced at the desired twist rate and we have our indexing guide, as shown in the image below:
The indexing guide was actually one of the trickiest parts that the gunsmith needed to manufacture for his manual rifling machine. As you can see, even in the middle ages without access to any sophisticated modern tools, it was possible for a skilled workman to construct an indexing guide pretty accurately.
In the next post, we will look at the next part that needs to be constructed relatively accurately, the indexing head and pin. Then we will look at how the remaining parts were built and how the machine was assembled in subsequent posts.